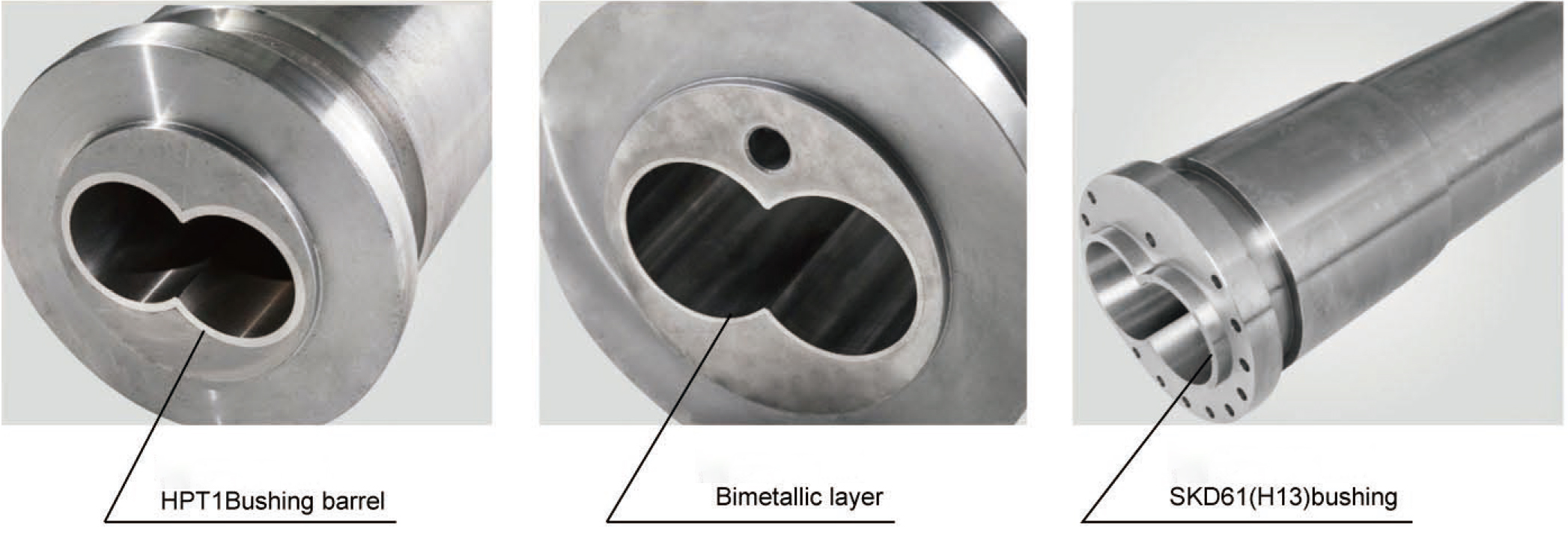
Cilindru conic cu două șuruburi pentru podea SPC
| Modele | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1. Duritate după călire și revenire: HB280-320.
2. Duritate nitrurată: HV920-1000.
3. Adâncimea carcasei nitrurate: 0,50-0,80 mm.
4. Fragilitate nitrurată: mai mică decât gradul 2.
5. Rugozitatea suprafeței: Ra 0,4.
6. Rectangularitatea șurubului: 0,015 mm.
7. Duritatea suprafeței de cromare după nitrurare: ≥900HV.
8. Adâncimea de cromare: 0,025~0,10 mm.
9. Duritatea aliajului: HRC50-65.
10. Grosimea aliajului: 0,8~2,0 mm.

Aplicarea cilindrului șurub în domeniul pardoselilor SPC are mai multe aspecte: Amestecarea materialelor: Cilindrul șurub este unul dintre instrumentele importante pentru fabricarea materialelor necesare pentru pardoselile SPC. Acesta amestecă materialul PVC cu alți aditivi (cum ar fi plastifianți, stabilizatori etc.) pentru a forma materialul compozit necesar pentru pardoselile SPC. Plastificare: Cilindrul șurub utilizează temperaturi ridicate și forță mecanică pentru a plastifia materialul PVC.
Prin intermediul șurubului rotativ, materialul PVC este încălzit și amestecat în interiorul cilindrului pentru a-l înmuia și a-l plasticiza pentru turnarea ulterioară. Împingere: După procesul de plastifiere, cilindrul șurubului împinge materialul plastifiat afară din cilindru prin reglarea vitezei de rotație și a presiunii. Prin intermediul unor echipamente precum matrițe și role de presare, materialul este turnat în forma panourilor de pardoseală SPC. Pe scurt, aplicarea cilindrului șurubului în domeniul pardoselilor SPC se concentrează în principal pe amestecarea, plastifierea și împingerea materialului. Este un instrument cheie în producția de pardoseli SPC, asigurând că materialul pentru pardoseală are performanța și calitatea necesare.